STEPCONF
Otevřeme si program Stepconf. Jedná se o grafický nástroj, který nám usnadňuje tvorbu .hal a .ini souborů.
Ty je často ale pro složitější aplikace nutné trošku poupravit podle potřeby.
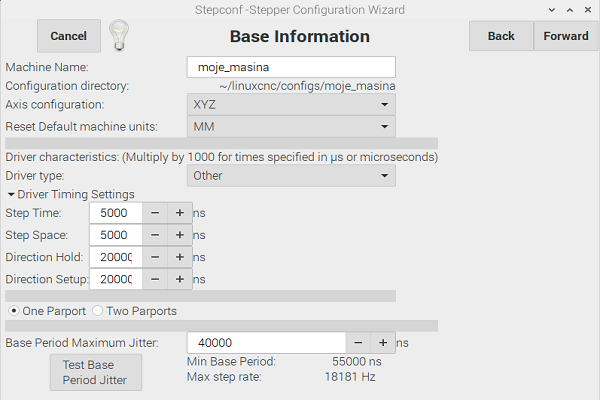
Na úvodní stránce si můžeme nastavit název konfigurace, používane jednotky a nějake nastavení pro driver krokových motorů. To nastavení zálezí na použitém driveru, ale většinou si vystačíme se základním nastavením.
Pokud nepouziváte specialní FPGA hardware, který vám generuje kroky, musíte zde nastavit maximální odchylku (maximum jitter) vašeho počítače. Mne z latency testu vyšlo okolo 35000 ns, ale nenechal jsem ho
puštěný dostatečne dlouho, tak si tam raději nechám ještě rezervu a dám tam 40000 ns.
Stepconf mi automaticky doporučí minimální periodu pro krokováni (55000 ns) a prepočte to
na maximální možnou frekvenci krokovani (1s/55000ns = 18181 Hz). To znamená, že za jednu sekundu
je náš pocítač schopný spolehlivě generovat přibližně 18181 kroku.
Na další stránce si můžete nakonfigurovat použití pinů. Jako vystupní mám nastavené signály direction (směr) a step (krok) pro řízení motorů ve všech osách. Jako vstupní jsou signály od koncových snímačů a od E-stop tlačítka.

Na dalších stránkách je možné nakonfigurovat nastavení pro pohyb v jednotlivých osách.
Maximálni rychlost se odvíjí od naší maximálni krokovaci frekvence (18181 Hz).

pohybový šroub se stoupánim 5 mm (na jednu otáčku se posune o 5 mm).
Tedy abychom se posunuli o 1 mm, tak nám staci 1/5 otacky. Máme tedy 400/5 = 80 kroků/mm.
Výpočet maximální rychlosti můžeme vypočítat jako 18181/80 = 227 mm/s.
Většinou se ale volí jemnější mikrokrokování. Takže se rychlost snižuje s jejím násobkem. Například pro mikrokrování 8 by rychlost byla čtvrtinová.
Takto si můžeme nakonfigurovat i zbývající osy.
Po dokončení konfigurace nám Stepconf vytvořil složku s názvem moje_masina a v ní
několik .hal souboru a jeden .ini a .tbl soubor.
Rozdělení je následující:
- .hal soubor – slouží pro sestavení funkčních komponent do vyšších řídících celků
- .ini soubor – v něm jsou obsaženy hlavní parametry celé pro aplikace
- .tbl soubor – zkratka pro tool table obsahuje paramtery řezných nástrojů
V příštím díle se podíváme zblízka na náš vygenerovaný moje_masina.ini soubor
{kind=link}