První frézka se svařovanou konstrukcí














Technické parametry:
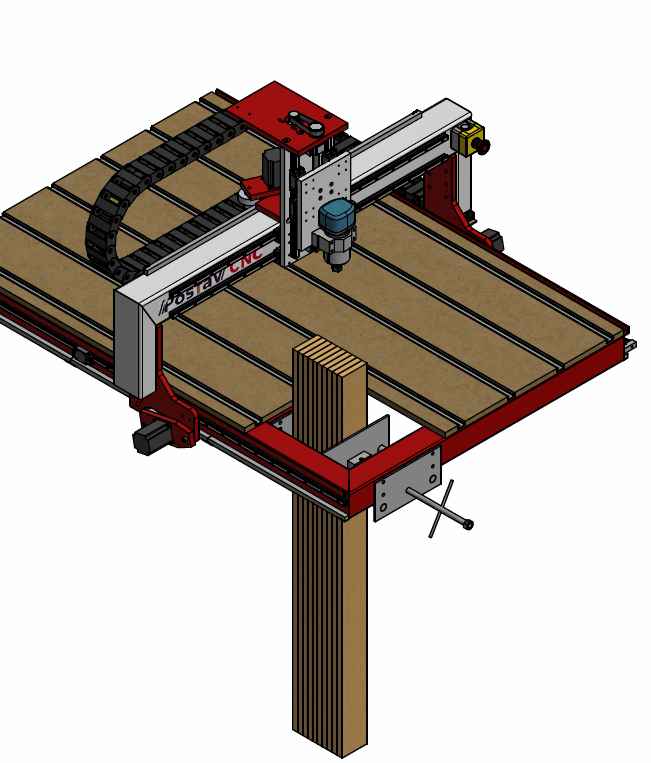
Celkové rozměry:
Cca 1600x1100x1500mm
Materiál nosné konstrukce:
Ocelové profily, duralové (AW-7075) plechy 15mm
Obrobitelná plocha:
Cca 1300x800x150mm
Lineární vedení:
Prizmatické vedeni HGR15
Pohybové ústrojí:
Osa Z – Kuličkový šroub 16mm + převod 1:2.2
Osa X,Y – převod pastorek hřeben M1.5 + převod 1:3
Motory:
Krokové motory s enkodérem NEMA 23 2,2 Nm (4ks)
Řídící systém:
LinuxCNC
Co k tomu říct…?
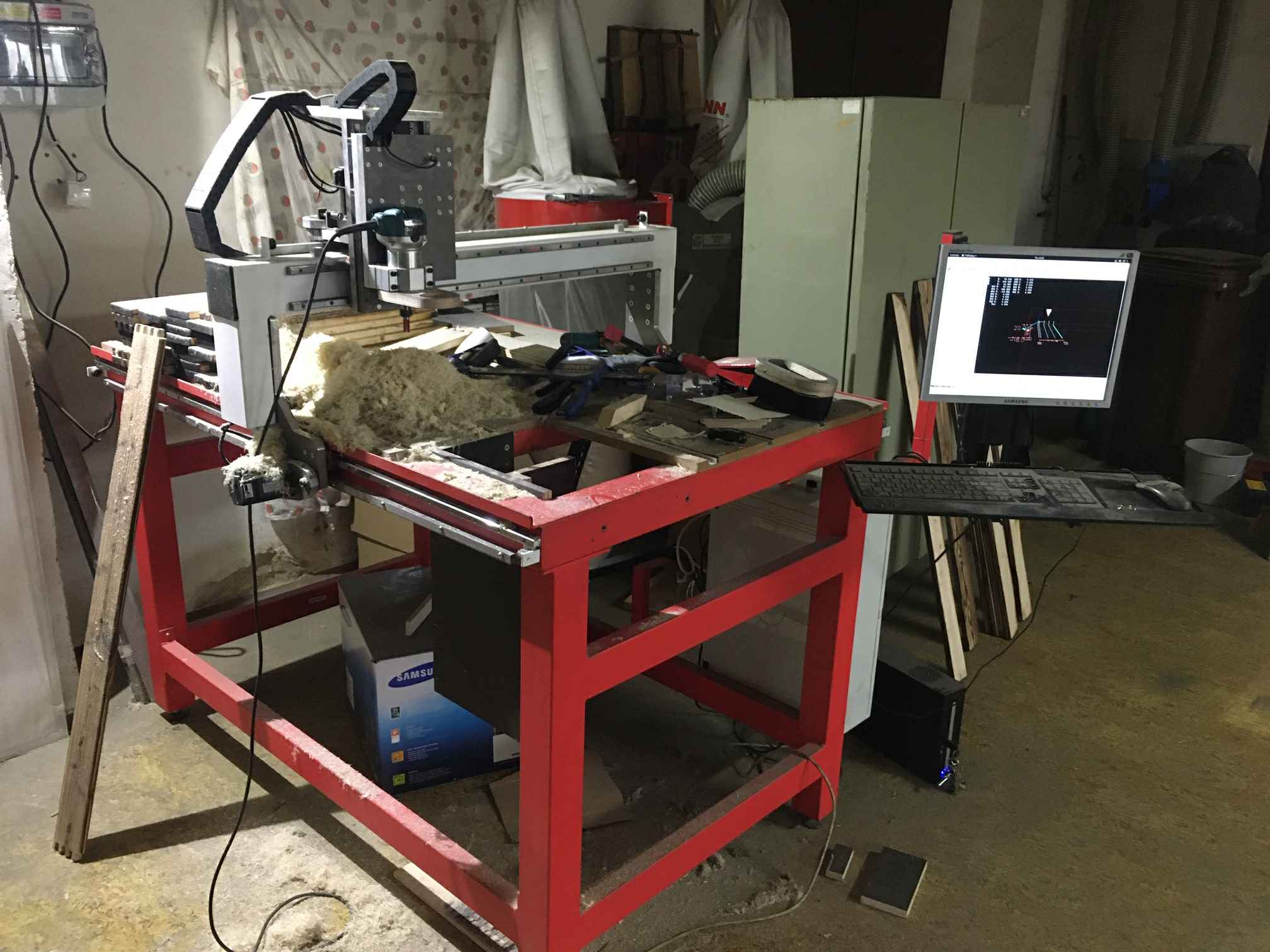
Dá se říct, že z čista jasna přišla nabídka, jestli bychom nepostavili stroj pro kamarádovu firmu, který se zabývá výrobou akustických difuzorů a podobných výrobků na zlepšení akustiky ze dřeva. Ještě jsme ani nevěli, co mu vlastně nakonec dodáme, ale odpověď na jeho nabídku byla jednoznačně ANO.
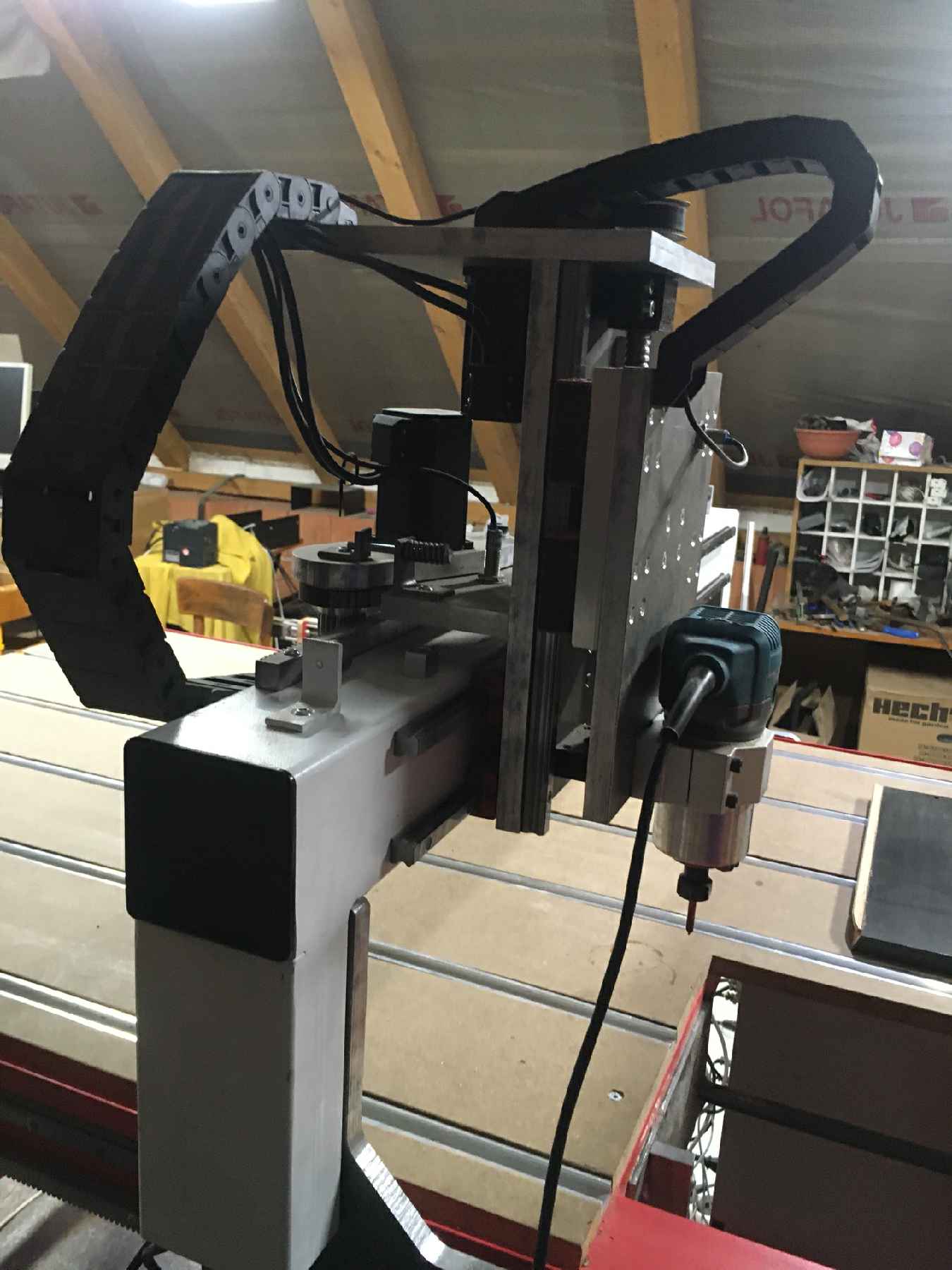
Protože požadavky na obráběcí prostor přesahovaly v jedné ose 1m a hlavně už se jedná o stroj, který by měl být využiván v každodením výrobním provozu, tak jsme se rozhodli využít nebo spíše zkusit postavit konstrukci ze svařovaných ocelových profilů.
Další poprvé na tomto projektu padlo v podobě použití prizmatického vedení na všech osách a také využití ozubeného převodu pastorek hřeben na ose X a Y. U tohoto typu převodu je problém s velkýma vůlema. Proto jsme pro zmenšení vůlí při obrábění použili princip volné kladky na pružině, kdy samotný motor s ozubením je na volno a k ozubenému hřebenu je připevněn přes dotažený šroub na pružině. Díky tomuto často používanému mechanismu se vůle výrazně zmenší.
Poznatky z používání
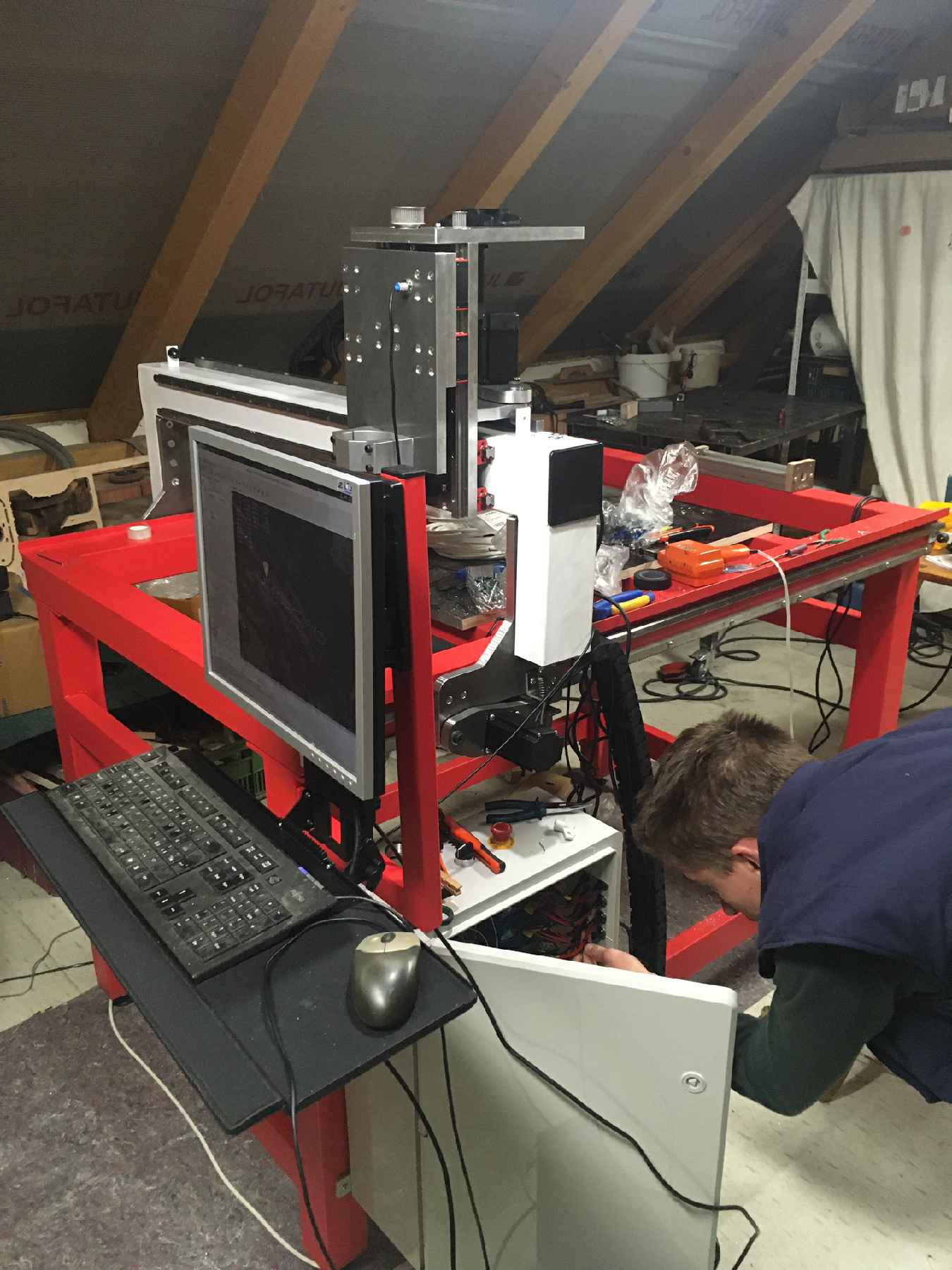
Největší problémy nastaly při smontování svařovaného portálu k základu stroje. Protože jsem si portál namyslel ve formě svařovaných profilů do tvaru U, tak se i milimetrové nepřesnosti v délce portálu projevili při montáži. Tuto nedomyšlenou technologickou neduhu v příští konstrukci určitě budu chtít odstranit. Naštěstí už vím jak.
Jak to se strojem dopadlo?
Stroj je nasazen ve výrobě, kde primárně vyrábí zuby pro tesařské spoje rámů akustických difuzorů. Navíc na něm kluci testují výrobu nových produktů s komplexními tvary z překližky. Díky přístupu k CNC mají možnost více experimentovat s tvary.
S láskou vzpomíná
tombatoh
Poučení pro příště!
1) Svařované rozměry nejsou přesné
Při návrhu by měl konstruktér vždy přemýšlet, jak se bude daná součást vyrábět a v návaznosti na to, musí počítat s nějakou přesnosti danou technologií výroby. Proto například součísti, které jsou svařované, nikdy nebudou mít přesnosti, jakou docílite při obrábění apod.